

زیادہ تر اندرونی دہن کے انجنوں میں، گیس کی تقسیم کے طریقہ کار میں ایسے حصے ہوتے ہیں جو کیمشافٹ سے والوز تک قوت کی منتقلی کو یقینی بناتے ہیں۔اس مضمون میں والو ٹیپٹس، ان کی اقسام، ڈیزائن اور آپریشن کی خصوصیات کے ساتھ ساتھ ان کے انتخاب اور متبادل کے بارے میں سب کچھ پڑھیں۔
والو ٹیپیٹ کیا ہے؟
والو ٹیپیٹ پسٹن کے اندرونی دہن انجن کے گیس کی تقسیم کے طریقہ کار کا ایک حصہ ہے۔ٹائمنگ ٹریکنگ ڈیوائس، جو محوری قوت کو کیمشافٹ سے براہ راست والو تک یا معاون عناصر (راڈ، راکر بازو) کے ذریعے منتقل کرتا ہے۔
کسی بھی اندرونی دہن کے انجن کا گیس کی تقسیم کا طریقہ کار عام طور پر تین اہم حصوں پر مبنی ہوتا ہے: کیمشافٹ، جو کرینک شافٹ، والوز اور ان کی ڈرائیو کے ساتھ ہم آہنگی سے (لیکن نصف کونیی رفتار کے ساتھ) گھومتا ہے۔والو میکانزم کا ایکچوایٹر کیم شافٹ کی پوزیشن پر نظر رکھتا ہے اور اس سے والوز میں قوت کی منتقلی کو یقینی بناتا ہے۔مختلف حصوں کو ایک ڈرائیو کے طور پر استعمال کیا جا سکتا ہے: سلاخیں، سلاخوں کے ساتھ اور بغیر راکر بازو، اور دیگر۔زیادہ تر وقت میں، اضافی حصے بھی استعمال کیے جاتے ہیں - pushers.
ٹائمنگ پشرز کئی افعال انجام دیتے ہیں:
● وہ کیم شافٹ کیم اور والو ڈرائیو کے دوسرے حصوں کے درمیان ایک لنک کے طور پر کام کرتے ہیں۔
● کیم شافٹ کیم سے ہر والوز تک قوتوں کی قابل اعتماد ترسیل فراہم کریں۔
● کیمشافٹ کی گردش اور ٹائمنگ کے عمل سے پیدا ہونے والے بوجھ کو یکساں طور پر تقسیم کریں۔
● ٹائمنگ پرزوں کی سروس لائف میں اضافہ اور اس کی دیکھ بھال کو آسان بنانا؛
● مخصوص قسم کے پشرز - وقت کے حصوں کے درمیان ضروری درجہ حرارت کا فرق فراہم کرتے ہیں اور / یا ان کے ایڈجسٹمنٹ کے عمل کو آسان بناتے ہیں۔
والو ٹیپیٹ ٹائمنگ کا ایک اہم حصہ ہے، جس کی خرابی کی صورت میں انجن کا آپریشن نمایاں طور پر خراب ہو جاتا ہے۔خرابی کی صورت میں، پشر کو تبدیل کرنا ضروری ہے، اور نئے حصے کا صحیح انتخاب کرنے کے لیے، پشرز کی موجودہ اقسام اور ڈیزائن کو سمجھنا ضروری ہے۔
والو ٹیپیٹس کی اقسام اور ڈیزائن
آپریشن کے ڈیزائن اور اصول کے مطابق، pushers کئی اقسام میں تقسیم کیا جاتا ہے:
● بیلویل؛
● بیلناکار (پسٹن)؛
● رولر؛
● ہائیڈرولک۔
پشرز میں سے ہر ایک کی اپنی ڈیزائن کی خصوصیات اور ایپلی کیشنز ہیں۔
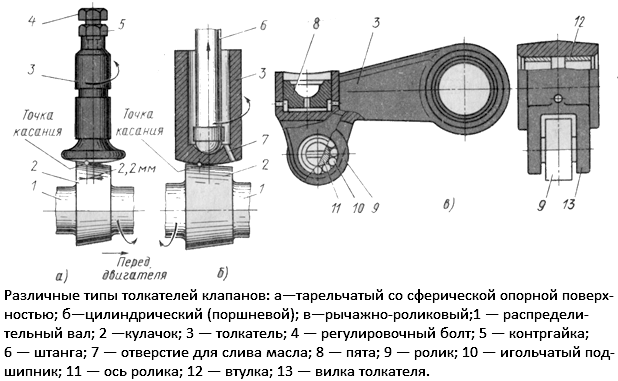
والو ٹیپیٹس کی مختلف اقسام
پاپیٹ والو ٹیپیٹس
عام طور پر، اس طرح کے پشر ایک چھڑی اور ایک ڈسک بیس پر مشتمل ہے، جس کے ساتھ یہ کیمشافٹ کیم پر ٹکی ہوئی ہے.چھڑی کے آخر میں لاک نٹ کے ساتھ ایڈجسٹمنٹ بولٹ لگانے کے لیے ایک دھاگہ ہوتا ہے، جس کے ذریعے تھرمل گیپس کو ایڈجسٹ کیا جاتا ہے۔پشر کے معاون حصے کو ہیٹ ٹریٹمنٹ (کاربرائزیشن) کا نشانہ بنایا جاتا ہے تاکہ اس کے پہننے کی مزاحمت کو بڑھایا جا سکے۔
معاون حصے (پلیٹ) کی شکل کے مطابق، یہ دھکا دینے والے دو گروہوں میں تقسیم ہوتے ہیں:
● فلیٹ سپورٹ کے ساتھ؛
● کروی سپورٹ کے ساتھ۔
پہلی قسم کے پشرز بیلناکار کام کرنے والی سطح کے ساتھ کیم شافٹ کے ساتھ مل کر کام کرتے ہیں۔دوسری قسم کے پشرز کو کیم شافٹ کے ساتھ مخروطی کیموں کے ساتھ استعمال کیا جاتا ہے (ایک بیولڈ ورکنگ سطح کے ساتھ) - اس ڈیزائن کی وجہ سے، انجن کے آپریشن کے دوران پشر گھومتا ہے، جو اس کے یکساں لباس کو یقینی بناتا ہے۔
ڈسک ٹیپیٹس اب عملی طور پر استعمال نہیں ہوتے ہیں، وہ انجنوں پر نچلے یا لیٹرل والوز کے ساتھ نصب کیے گئے تھے جن میں سلاخوں کے ساتھ یا بغیر جوڑا بنایا گیا تھا۔
بیلناکار (پسٹن) والو ٹیپیٹس
اس قسم کے پشرز کی تین اہم اقسام ہیں:
● بیلناکار کھوکھلی؛
● باربل کے نیچے شیشے؛
● والو کے نیچے شیشے۔
پہلی صورت میں، پشر کو ایک بند سلنڈر کی شکل میں بنایا گیا ہے، جس کے ڈیزائن کو آسان بنانے کے لیے اس کے اندر گہا اور کھڑکیاں ہیں۔ایک سرے پر لاک نٹ کے ساتھ ایڈجسٹمنٹ بولٹ کے لیے ایک دھاگہ ہے۔اس طرح کے پشرز آج شاذ و نادر ہی استعمال ہوتے ہیں، کیونکہ یہ نسبتاً بڑے ہوتے ہیں اور پورے وقت کے طول و عرض میں اضافہ کرتے ہیں۔
دوسری صورت میں، پشر چھوٹے قطر کے شیشے کی شکل میں بنایا جاتا ہے، جس کے اندر پشر راڈ کی تنصیب کے لیے ایک رسیس (ایڑی) بنائی جاتی ہے۔کھڑکیوں کو اس حصے کی دیواروں میں بنایا جا سکتا ہے تاکہ اس کی سہولت اور عام چکنا ہو سکے۔اس قسم کے پشرز اب بھی پرانے پاور یونٹوں پر کم شافٹ کے ساتھ پائے جاتے ہیں۔
تیسری صورت میں، پشر بڑے قطر کے شیشے کی شکل میں بنایا جاتا ہے، جس کے اندر والو اسٹیم کے آخر میں زور دینے کے لیے ایک رابطہ نقطہ بنایا جاتا ہے۔عام طور پر، دھکا دینے والا پتلی دیواروں والا ہوتا ہے، اس کا نچلا اور رابطہ نقطہ گرمی سے علاج کیا جاتا ہے (سخت یا کاربرائزڈ)۔اس طرح کے پرزے بڑے پیمانے پر استعمال ہوتے ہیں، وہ اوور ہیڈ کیمشافٹ اور ڈائریکٹ والو ڈرائیو والے انجنوں میں نصب ہوتے ہیں۔
والو کے لیے بیلناکار پشر کی ایک قسم ایک پشر ہے جس کے نیچے ایک ایڈجسٹمنٹ واشر نصب ہوتا ہے (کیم شافٹ کیم اس کے خلاف ٹکی ہوئی ہے)۔واشر کی موٹائی مختلف ہوسکتی ہے، اس کی تبدیلی تھرمل گیپس کو ایڈجسٹ کرکے کی جاتی ہے۔
رولر والو ٹیپیٹس
اس قسم کے پشرز کی دو اہم اقسام ہیں:
● اختتام؛
● لیور۔
پہلی صورت میں، پشر ایک بیلناکار چھڑی کی شکل میں بنایا جاتا ہے، جس کے نچلے حصے میں ایک سٹیل رولر سوئی کے ذریعے نصب کیا جاتا ہے، اور چھڑی کے لئے ایک رسیس (ایڑی) اوپری سرے پر فراہم کی جاتی ہے۔دوسری صورت میں، حصہ ایک حمایت کے ساتھ ایک لیور کی شکل میں بنایا گیا ہے، جس کے کندھے پر ایک رولر نصب ہے اور چھڑی کے لئے ایک وقفہ ہے.
اس قسم کے آلات کم کیمشافٹ والے انجنوں میں سب سے زیادہ استعمال ہوتے ہیں، وہ عملی طور پر نئے پاور یونٹوں میں نہیں پائے جاتے ہیں۔
ہائیڈرولک والو ٹیپیٹس
ہائیڈرولک پشر (ہائیڈرولک لفٹرز) سب سے جدید حل ہیں جو بہت سے انجنوں پر استعمال ہوتے ہیں۔اس قسم کے پشرز میں تھرمل گیپس کو ایڈجسٹ کرنے کے لیے بلٹ ان ہائیڈرولک میکانزم ہوتا ہے، جو خود بخود گیپس کو منتخب کرتا ہے اور موٹر کے نارمل آپریشن کو یقینی بناتا ہے۔
پشر کے ڈیزائن کی بنیاد جسم ہے (جو بیک وقت پلنگر کے افعال انجام دیتا ہے)، ایک وسیع شیشے کی شکل میں بنایا گیا ہے۔جسم کے اندر ایک متحرک سلنڈر ہے جس میں ایک چیک والو ہے جو سلنڈر کو دو گہاوں میں تقسیم کرتا ہے۔ہائیڈرولک لفٹر ہاؤسنگ کی بیرونی سطح پر، انجن کے چکنا کرنے والے نظام سے سلنڈر کو تیل کی فراہمی کے لیے سوراخ کے ساتھ ایک سرکلر نالی بنائی جاتی ہے۔پشر والو اسٹیم کے آخری چہرے پر نصب کیا جاتا ہے، جبکہ اس کے جسم پر نالی بلاک ہیڈ میں آئل چینل کے ساتھ منسلک ہوتی ہے۔
ہائیڈرولک پشر مندرجہ ذیل کام کرتا ہے۔اس وقت جب کیم شافٹ کیم پشر میں چلتا ہے، سلنڈر والو سے دباؤ کا تجربہ کرتا ہے اور اوپر کی طرف بڑھتا ہے، چیک والو سلنڈر کے اندر موجود تیل کو بند اور لاک کر دیتا ہے - والو کے کھلنے کو یقینی بناتے ہوئے پورا ڈھانچہ مجموعی طور پر حرکت کرتا ہے۔ .پشر پر زیادہ سے زیادہ دباؤ کے لمحے میں، کچھ تیل سلنڈر اور پشر باڈی کے درمیان خلا میں داخل ہو سکتا ہے، جو کام کرنے کی منظوری میں تبدیلی کا باعث بنتا ہے۔
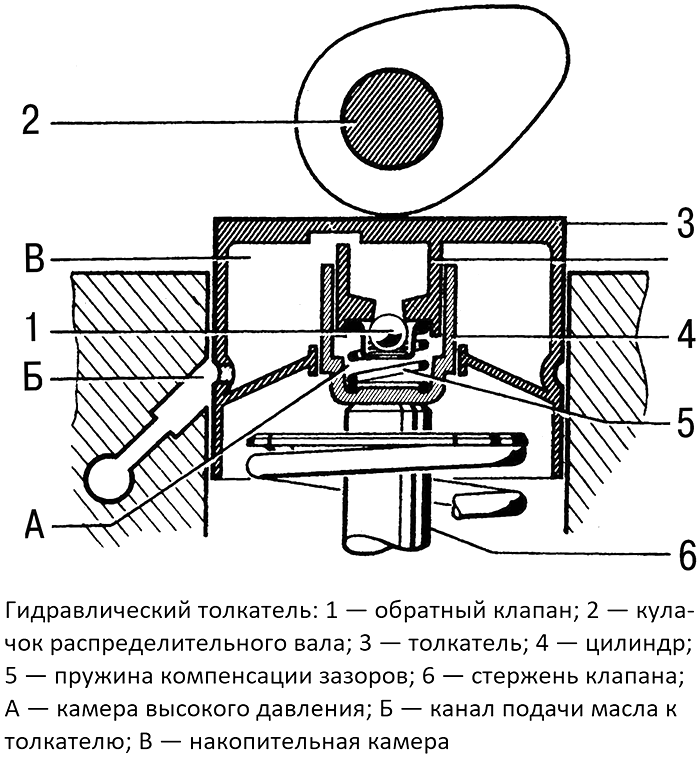
ہائیڈرولک پشر کا ڈیزائن (ہائیڈرولک لفٹر)
جب کیم پشر سے بچ جاتا ہے، تو والو بڑھتا اور بند ہوجاتا ہے، اس وقت پشر باڈی سلنڈر ہیڈ میں آئل چینل کے مخالف ہوتی ہے، اور سلنڈر میں دباؤ تقریباً صفر تک گر جاتا ہے۔نتیجے کے طور پر، سر سے آنے والا تیل چیک والو کی بہار کی قوت پر قابو پاتا ہے اور اسے کھولتا ہے، سلنڈر میں داخل ہوتا ہے (زیادہ واضح طور پر، اس کے اندر خارج ہونے والے چیمبر میں)۔پیدا ہونے والے دباؤ کی وجہ سے، دھکا دینے والا جسم اٹھتا ہے (چونکہ سلنڈر والو اسٹیم کے خلاف ٹکا ہوا ہے) اور کیمشافٹ کیم کے خلاف ٹکا ہوا ہے - اس طرح خلا کو منتخب کیا جاتا ہے۔مستقبل میں، عمل دہرایا جاتا ہے.
انجن کے آپریشن کے دوران، ٹیپٹس کی سطح، کیم شافٹ کیمز اور والو کے تنوں کے سرے ختم ہو جاتے ہیں اور بگڑ جاتے ہیں، اور گرم ہونے کی وجہ سے، ڈسٹری بیوشن میکانزم کے دیگر حصوں کے طول و عرض کچھ حد تک تبدیل ہو جاتے ہیں، جو کہ ایک بے قابو تبدیلی کا باعث بنتے ہیں۔ منظوریہائیڈرولک ٹیپٹس ان تبدیلیوں کی تلافی کرتے ہیں، ہمیشہ اس بات کو یقینی بناتے ہیں کہ کوئی خلا نہیں ہے اور یہ کہ پورا میکانزم عام طور پر کام کرتا ہے۔
والو ٹیپیٹس کے انتخاب اور تبدیلی کے مسائل
کوئی بھیدھکیلنے والے, ان کی کام کرنے والی سطحوں کے گرمی کے علاج کے باوجود، وقت کے ساتھ ختم ہو جاتے ہیں یا خرابی، انجن کے کام میں خلل ڈالتے ہیں۔پشرز کے ساتھ مسائل انجن کے خراب ہونے سے ظاہر ہوتے ہیں، بشمول والو کے وقت میں کچھ تبدیلی۔ظاہری طور پر، یہ خرابیاں موٹر کی خصوصیت کے شور سے ظاہر ہوتی ہیں، جسے تجربہ کار کاریگر آسانی سے پہچان سکتے ہیں۔تاہم، ہائیڈرولک لفٹرز والے انجن کے معاملے میں، شروع ہونے کے فوراً بعد شور ہونا کوئی مسئلہ نہیں ہے۔حقیقت یہ ہے کہ انجن کے بیکار ہونے کے بعد، تیل ٹیپٹس اور ہیڈ چینلز کو چھوڑ دیتا ہے، اور پہلے چند سیکنڈ میں خلا کا انتخاب نہیں ہوتا ہے - یہ دستک سے ظاہر ہوتا ہے۔چند سیکنڈ کے بعد، نظام بہتر ہو رہا ہے اور شور غائب ہو جاتا ہے.اگر شور 10-12 سیکنڈ سے زیادہ کے لئے دیکھا جاتا ہے، تو آپ کو پشرز کی حالت پر توجہ دینا چاہئے.
عیب دار پشرز کو ایک ہی قسم کے نئے اور کیٹلاگ نمبروں سے تبدیل کیا جانا چاہیے۔تبدیلی کار کی مرمت اور دیکھ بھال کے لیے دی گئی ہدایات کے مطابق کی جانی چاہیے، یہ کام سلنڈر کے سر کے جزوی جدا ہونے سے وابستہ ہے اور اس کے لیے ایک خاص آلے (خشک والوز اور دیگر کے لیے) کے استعمال کی ضرورت ہوتی ہے، لہذا یہ بہتر ہے۔ ماہرین پر اعتماد کریں.پشرز کو تبدیل کرنے کے بعد، وقتا فوقتا کلیئرنس کو ایڈجسٹ کرنا ضروری ہے، لیکن اگر ہائیڈرولک اجزاء استعمال کیے جائیں، تو پھر دیکھ بھال کی ضرورت نہیں ہے۔
پوسٹ ٹائم: جولائی 14-2023